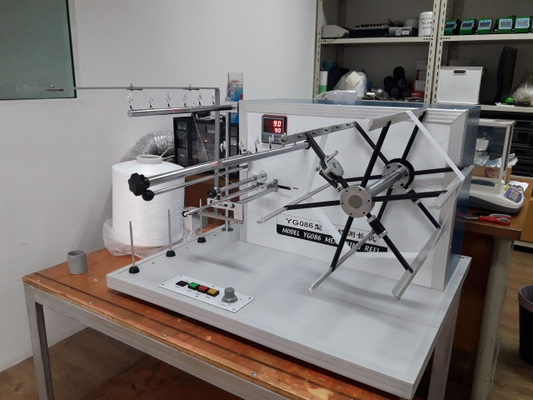
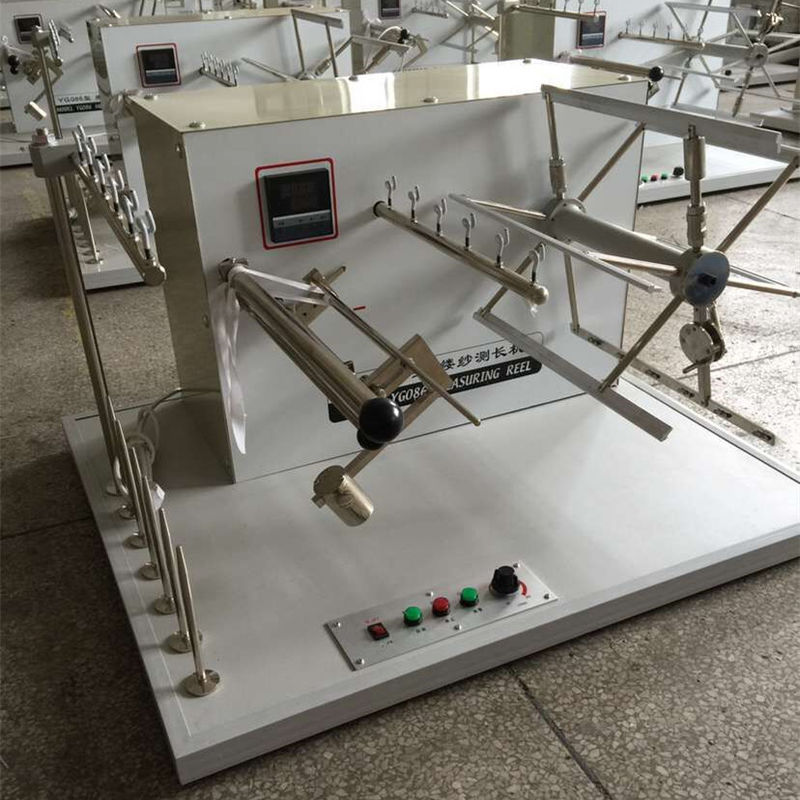
Tester de longitud del recuento de hilos

1 Aplicación del producto y especificaciones principales
Este producto se utiliza para enrollar muestras de trenzas de hilo en un carrete de bobinas con una tensión de enrollamiento seleccionable para medir con precisión la longitud del hilo,que se requiere para la medición de la densidad lineal del hilo o el recuento de hilos, así como para el ensayo de la resistencia de las trenzas en la industria textil.
Este producto cumple con la norma nacional GB4743.Tejidos - Hilados de envases - Determinación de la densidad lineal (masa por unidad de longitud) por el método de la pieza.
1.2Principales especificaciones
1.2.1 Número de bobinas medibles simultáneamente: 6 bobinas
1.2.2 Distancia de las bobinas: 60 mm
1.2.3 Circunferencia del carrete: 1.000 mm ± 1 mm
1.2.4 Velocidad del carrete: (30 ~ 250) r/min, velocidad variable infinita
1.2.5 Número seleccionable de vueltas en una manivela: 2 ~ 9999 vueltas
1.2.6 Alcance de movimiento transversal recíproco para el remolino: 35 mm
1.2.7 Rango de tensión por bobina de hilo simple: (0~100) cN
1.2.8 Fuente de alimentación: voltaje: 220 V, frecuencia: 50 Hz
1.2.9 Dimensiones generales (L x O x H): 780 mm x 660 mm x 480 mm
1.2.10 Peso total del producto: 55 kg
2Estructura del producto
2.1El rollo
El carrete consta de 6 lóbulos, que permiten que la trenza obtenga una forma hexagonal cuando el hilo se enrolla en el carrete.Uno de los lóbulos está diseñado con una estructura móvil de modo que el skein se puede bajar convenientemente para evitar el efecto de tensión en el skein durante el desgaste.
Un regulador de tensión compuesto por dos barras de regulación de tensión paralelas de tipo abierto se utiliza para regular la tensión de la bobina mediante la variación del ángulo de envoltura del hilo en la barra de tensión.Y la tensión se mide al mismo tiempo por una escala de tensión tipo palanca.
El sistema de accionamiento está instalado en una carcasa para evitar su contaminación por polvo y garantizar su fiabilidad durante el funcionamiento.El movimiento rotatorio del carrete y el movimiento recíproco transversal para el carrete se accionan por separado por dos motores independientes.
2.3.1 Accionamiento de carrete
La bobina es impulsada por un motor de CC independiente a través de un eje de carga y un par de poleas de cinta.El carrete puede comenzar suavemente y ralentizarse por sí mismo al entrar en el último giro de un número preestablecido de giros antes de que se detenga automáticamente en el número preestablecido de girosEl carrete puede detenerse en una posición especificada correctamente y sin problemas.
2.3.2 Rmovimiento transversal recíproco para el remolino
Una levadura es accionada por un motor síncrono independiente a una velocidad constante para empujar la guía del hilo transversal para hacer movimientos transversales recíprocos a una velocidad constante,para que el hilo se enrolle en un movimiento transversal recíprocoEl amplio rango de este movimiento transversal recíproco permite reducir el número de capas superpuestas en el enrollamiento de hilo.
- Dispositivo de control para el número de vueltas en una pieza
El número de vueltas en un skein está preestablecido por un dial manual en la computadora.que se muestra en forma digital en el contador como el número de vueltas realizadas por el carreteEl contador de precisión garantiza que el número de vueltas en un skein puede ser seleccionado y controlado de manera correcta.
| Diseño esquemático del carrete de medición YG086C |
| |
|
|
|
| 1- El alfiler. |
2Guía del hilo |
3Regulador de tensión |
4El panel frontal. |
| 5El contador. |
6Escala de tensión |
7. Varilla del sensor de tensión |
8Guía de hilo transversal |
| 9El puntero. |
10- ¿ Qué pasa? |
11. Maneja |
12Control eléctrico |
3- Instalación y ajuste del producto
3.1 El producto debe colocarse en una mesa de trabajo bien fijada (con una altura de aproximadamente 0,7 m) en el laboratorio para su uso.Se permite insertar debajo del pie inferior del producto para que el puntero pueda alinearse con la línea de marcado del panel frontal cuando el eje de la escala de tensión esté en posición cero..
3.2 Antes de encender la energía, la parte eléctrica deberá comprobarse para asegurarse de que no haya amortiguación u otro fenómeno negativo.
4 Inicio y funcionamiento del producto
4.1 Preparaciones antes del arranque
4.1.1 Compruebe que el puntero esté alineado con la línea de marcado del panel frontal cuando la escala de tensión esté en posición cero.
4.1.2 Encienda la energía y compruebe si la máquina puede funcionar normalmente sin carga.
4.1.3 Preestablecer la tensión de los bobines en la escala de tensión de acuerdo con la tensión requerida para el bobinado de un solo hilo.Mover el jinete en la escala de tensión a la posición de valor requerido de la tensión de remolino y apretar el tornillo enrollado en el jineteLa tensión para el enrollamiento de un hilo simple puede calcularse de acuerdo con los valores de pretensión del hilo único especificados por el Estado, que generalmente se fijan en 0,5 cN/tex del hilo de la muestra.
Cuadro 1
| Densidad lineal (tex) |
Es el 7-7.5 |
8 a 10 |
11 a 13 |
14 y 15 |
16 y 20 |
21 a 30 |
32 a 34 años |
36 a 60 |
64 a 84 años |
88 a 192 |
| (El Conde Inglés) |
(90 a 71) |
(70 a 56) |
El Consejo de Seguridad |
(Traducción del inglés) |
- ¿Qué pasa? |
- ¿Qué pasa? |
Las mujeres. |
El Consejo Europeo |
9 y 7 |
El número de personas afectadas |
|
Cómo aliviar la tensión
(cN)
|
3.6 |
4.5 |
6 |
7.3 |
9 |
12.8 |
16.5 |
24 |
36 |
70 |
- Cuando las trenzas se enrollan simultáneamente desde 6 bobinas, el valor de la escala de tensión 6 es equivalente a la tensión para el enrollamiento de un solo hilo.Si el número de bobinas para la bobina simultánea es menor que el número estándar de esta máquina, el valor de la escala de tensión 6 se puede calcular con la ecuación (1) antes de la revuelta de la trenza.
- - - - - - - - - -
donde, T --- el valor de la escala de tensión 6 después de la conversión basado en el número de bobinas para el enrollamiento simultáneo de la bobina.
f0--- la tensión para el enrollamiento de un solo hilo (es decir, la pretensión de un solo hilo).
n --- el número de bobinas para el enrollamiento simultáneo.
b. El coeficiente (μ) de fricción dinámica entre el hilo y la barra 7 del sensor de tensión en la escala de tensión 6 varía según los diferentes tipos de hilos.Si es necesario tener un control más preciso de la tensión de balanceo, el valor de la escala de tensión 6 se puede calcular con la ecuación (2) antes de la revuelta de la trama.
T (μ) = C·T
Donde, T (μ) --- el valor de la escala de tensión calculado sobre la base de diferentes valores μ.
C --- el factor de corrección para μ.
μ --- el coeficiente de fricción dinámica entre el hilo y la varilla del sensor de tensión (medido efectivamente con otros instrumentos).
El valor C de la ecuación (2) se puede encontrar en el cuadro 2.
Cuadro 2
| M |
0.25 |
0.3 |
0.35 |
0.4 |
0.45 |
0.50 |
| C. Las |
1.046 |
1 |
0.955 |
0.912 |
0.873 |
0.837 |
4.2 Procedimientos de funcionamiento
4.2.1 Colocar las bobinas en el alfiler de la bobina 1.
4.2.2 Los hilos de rosca de las bobinas pasan por la guía de rosca 2 antes de pasar por el regulador de tensión 3, la varilla del sensor de tensión 7 y la guía de rosca transversal 8.cuya longitud es igual o superior a 20 mm,.
4.2.3 Presione la tecla manual en el contador 5 en la posición de la cantidad requerida de vueltas en una manivela.
4.2.4 Gire el mando de regulación de velocidad del mando eléctrico 12 hacia la posición de indicación requerida para una velocidad del carrete, que generalmente se fija en 200 r/min aproximadamente.
4.2.5 Encienda la energía y presione el botón START en el mando eléctrico 12 (después de despejar la figura en el contador).El carrete se detiene por sí mismo cuando el número de vueltas en un esqueleto preestablecido en el contador se alcanza por la rotación del carrete.
- Antes de enrollar las trenzas en el carrete, debe prestarse especial atención a que el eje de la balanza de tensión esté situado en la posición de la tensión requerida en el carrete.y puntero 9 en la escala de tensión 6 puntos en la línea de marcado del panel frontal 4, es decir, la escala de tensión se encuentra en un estado de equilibrio durante el balanceo.el ángulo de envoltura entre el hilo y dos barras de tensión paralelas de tipo abierto en el regulador de tensión 3 puede ajustarse de modo que el puntero 9 pueda apuntar a una posición cerca de la línea de marcado en el panel frontal 4También puede ser posible girar el mando de regulación de velocidad en el mando eléctrico 12, es decir, cambiar la velocidad del carrete, para que el puntero 9 apunte a la línea de marcado del panel frontal 4.Un ligero balanceo del puntero 9 es permitido durante el rodamiento de la trama.
b. Al ajustar el regulador de tensión 3, make sure that the yarn is winded onto the reel through traverse thread guide 8 by way of the bottom surface of tension feeler rod 7 after passing over the top surface of the thicker tension rod on tension regulator 3La posición vertical de la guía de rosca transversal 8 no debe cambiarse arbitrariamente, de lo contrario, la precisión de la escala de tensión 6 se verá afectada negativamente.
4.2.6 Nudar los extremos de la cabeza y de la cola de los hilos en cada tramo por separado, manteniendo la longitud de las juntas inferior a 1 cm.
4.2.7 Bajar uno de los lóbulos móviles del carrete 10 hacia el interior. Luego, bajar cada pieza una por una antes de colocar el lóbulo móvil del carrete en su posición original.
4.2.8 Enrollar el segundo lote de piezas repitiendo los procedimientos anteriores.
4.3 Apagar el suministro de energía al finalizar el funcionamiento.
4.4 Se desecharán las trenzas que se hayan enrollado cuando la escala de tensión 6 estuviera en condiciones de desequilibrio durante el enrollamiento (es decir, la tensión del enrollado no era conforme).
5 Mantenimiento del producto
5.1 La circunferencia del carrete 10 y el valor de indicación de la escala de tensión 6 se calibrarán estrictamente antes de la entrega del producto y no se desmontarán ni cambiarán arbitrariamente.
5.2 La máquina debe mantenerse limpia periódicamente.